Add IR Detector
Components
Since 1977, FLAMEX Products have been available in North America to prevent fires and explosions in pneumatic conveying, air filtration and dust collecting systems. After more than 4 decades of technological advancements, our components of fire protection systems have reached a higher standard of quality, reliability and effectiveness than ever before.
A FLAMEX System is designed to meet your needs, whether a small cabinet shop or a large industrial facility. Our broad range of components of fire protection systems allow system designs to vary in terms of capacity, features and functions as desired.
Our wide range of components are combined to form an effective and economical solution to meet your fire protection requirements.
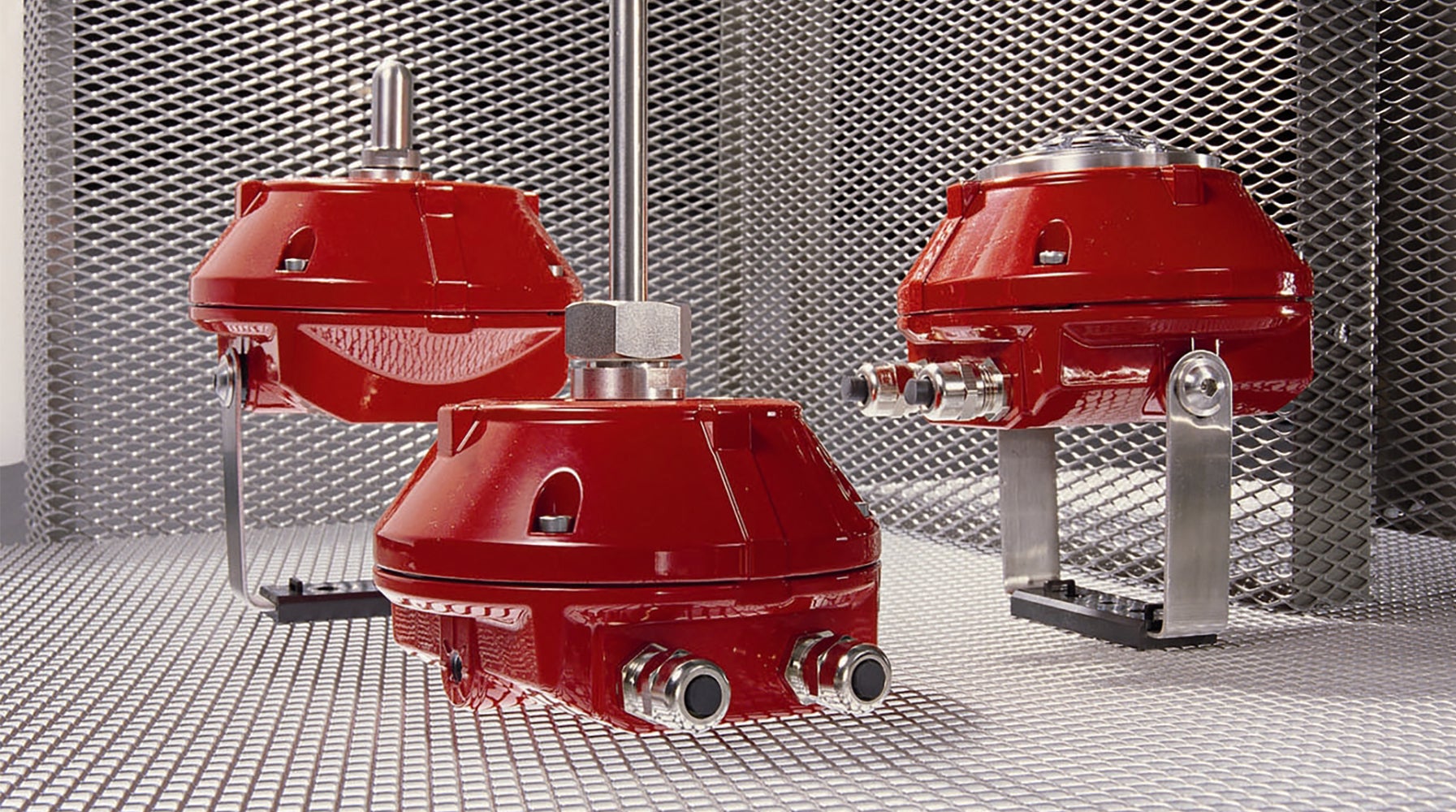
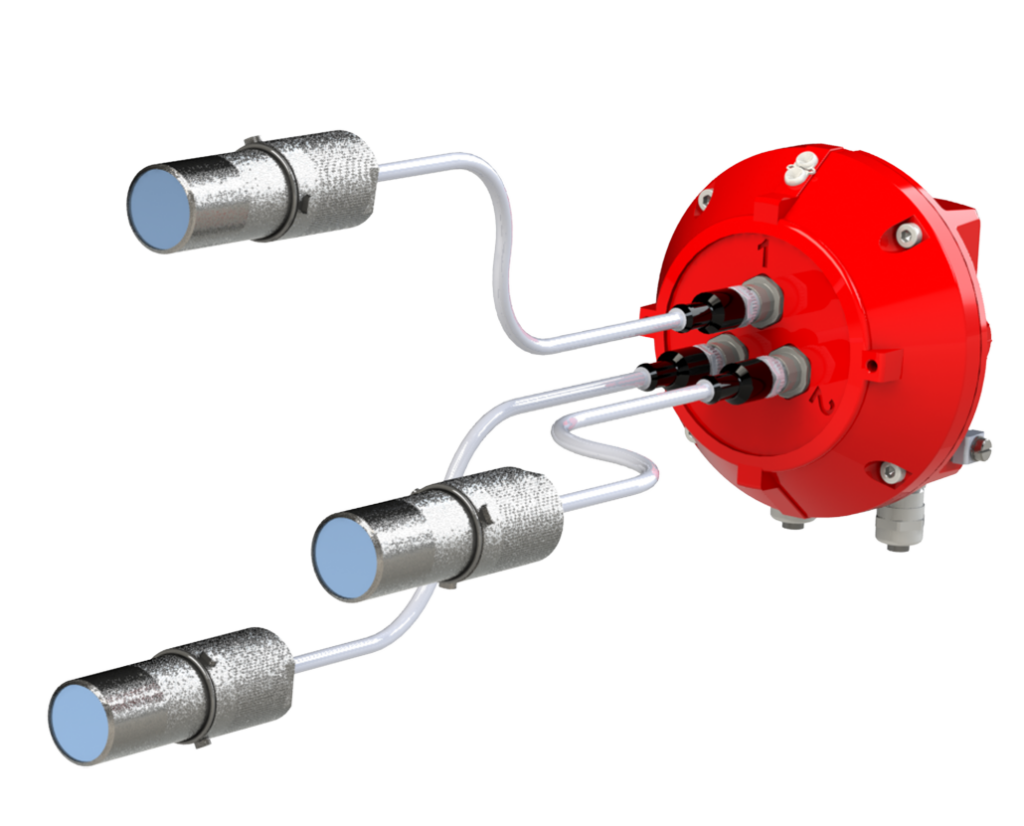
Detectors
Rapid detection of a fire or potential ignition source is critical in preventing significant fire damage before it occurs. FLAMEX offers a wide range of high quality Detectors which can be employed in a variety of applications. Various models of Optical, Gas and Heat Detectors are available.
Water Extinguishing
Water is an excellent extinguishing agent for fires in applications where the material is not water-reactive. Whether the best solution is water mist, deluge or rapid, targeted water spray, FLAMEX can supply the appropriate extinguishing components and nozzles to meet the demands of the application.

Control Panels
The Control Panel is the primary focal point of system operation and interface with plant personnel.
FLAMEX provides intuitive, user friendly Control panels which are customized for each installation to facilitate operation and maintenance. Available in a number of different sizes, FLAMEX Control Panels offer unparalleled features and capabilities.

System Networking & Interface
Monitoring and Supervision of large fire protection systems can present challenges to plant Management especially if there are multiple control panels installed throughout the plant. FLAMEX provides several technologically advanced options for networking and remote supervision and operation of FLAMEX Systems.

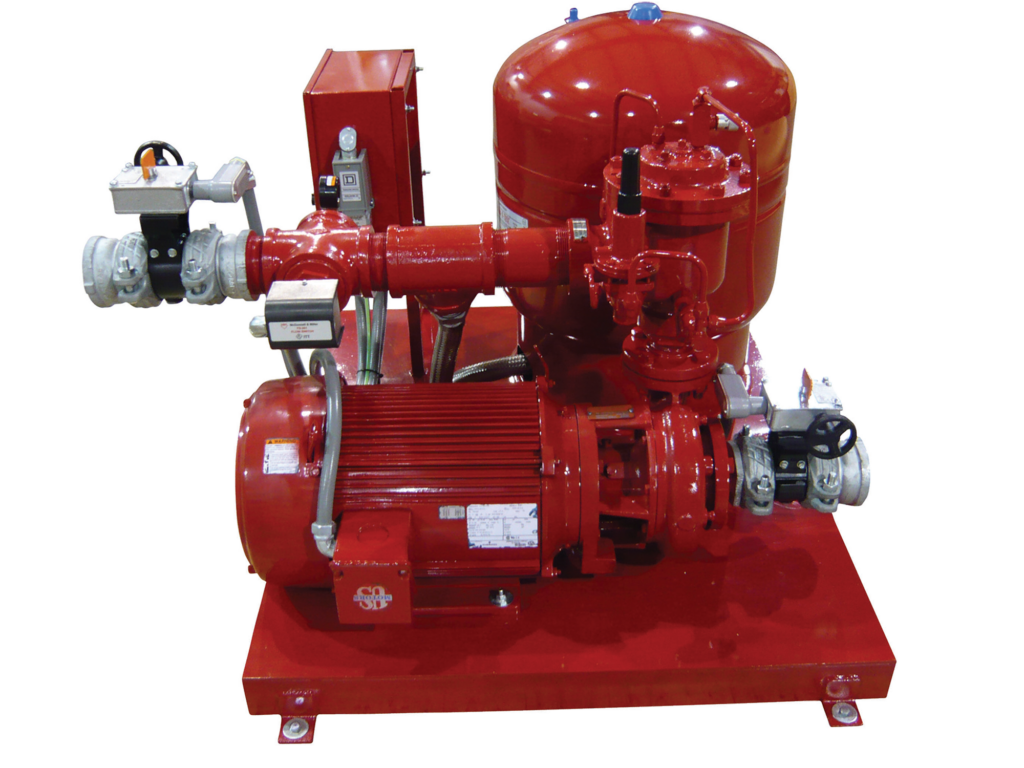
Booster Pump
The unique design of the FLAMEX Extinguishing Assembly and F180 Nozzle allow highly efficient use of the available facility water supply. In most cases, the plant water supply is sufficient to meet the minimum flow and pressure requirements of the system with a connection to a sprinkler riser. In those cases where this is not possible or where the water volume and/or pressure are insufficient, a FLAMEX Booster Pump can be used to ensure that the water supply requirements are met to allow proper operation of the extinguishing function.
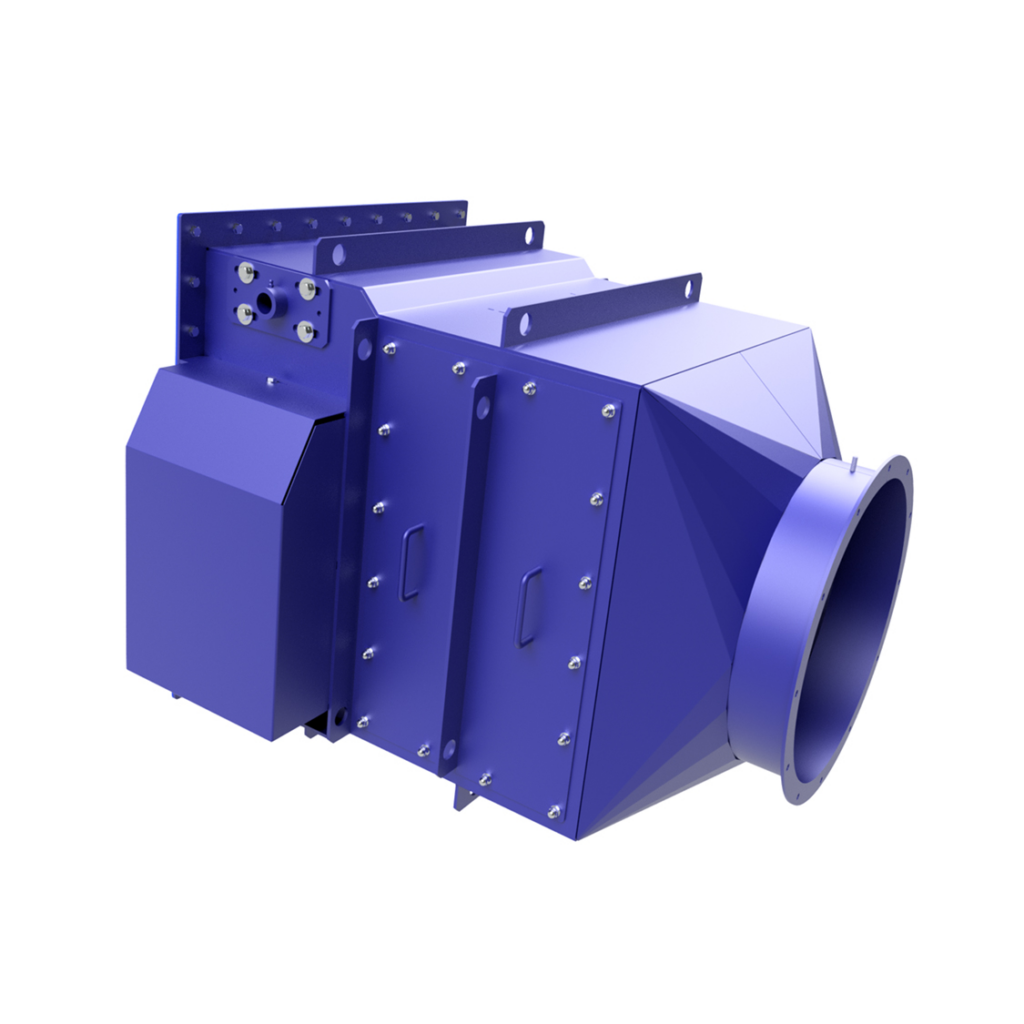
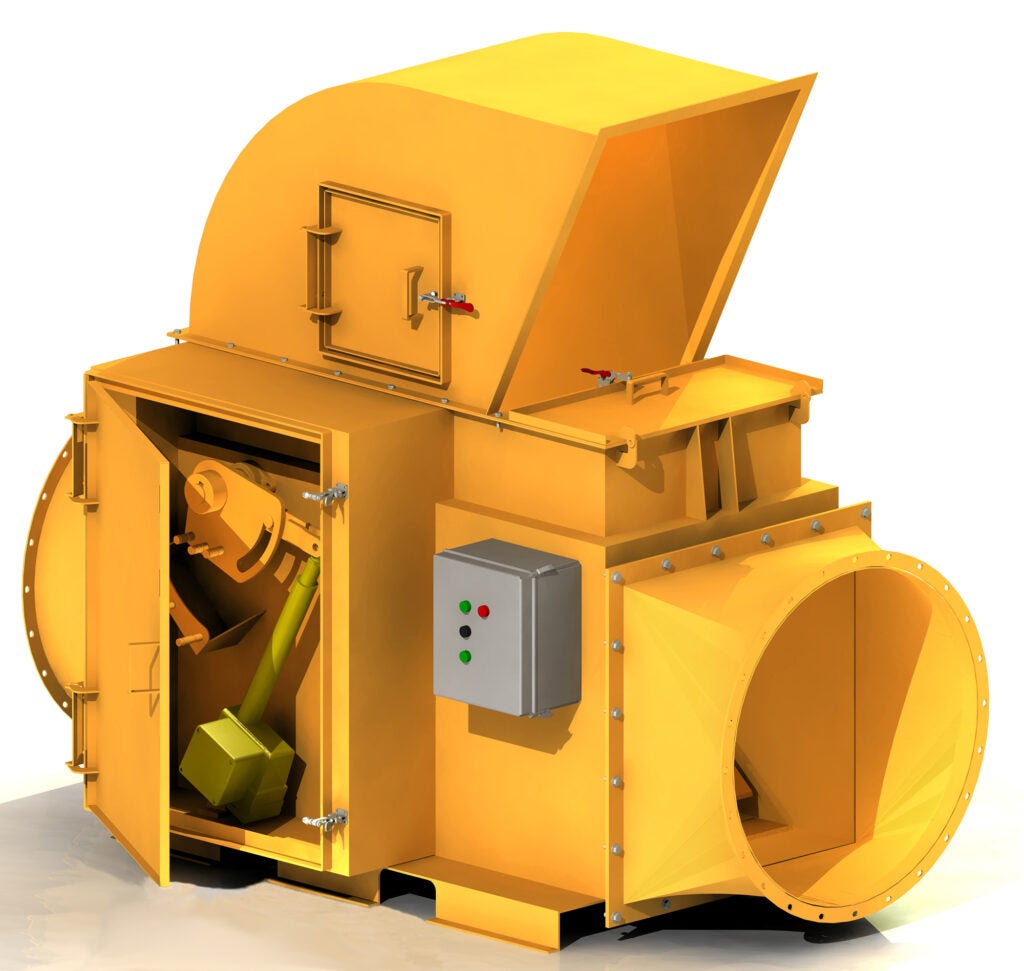
High Speed Abort Gate
The return air ducting from an outside dust collector that allows clean air to be recycled back into the building can also be a conduit for many dangerous elements should the dust collector catch fire. Smoke, uncombusted gases, burning material, sparks etc. can be safely diverted to atmosphere and away from plant facilities with the use of a High Speed Abort Gate when triggered by a spark or smoke detector.
Explosion Isolation Flap
If a dust collector explodes, the deflagration will propagate in all directions including back up the material handling duct in the reverse direction of the normal material flow. The use of an Explosion Isolation Flap (EIF) can block this propagation and force the pressure to be relieved through the explosion vents in the collector thus protecting the plant facilities and personnel inside the building.